A Ender 3 (Pro/V2) e o Cura foram feitos um para o outro no mundo da impressão 3D. Conheça aqui as melhores configurações do Cura para a Ender 3.
Começando
Uma das mais populares famílias de impressoras 3D de todos os tempos, a Creality Ender 3, Ender 3 Pro e Ender 3 V2 oferecem uma entrada financeiramente acessível ao mundo da impressão 3D. Rivalizando com algumas impressoras mais caras em termos de velocidade, qualidade e espaço de impressão, nós fomos rendidos por esta máquina acessível e versátil.
Naturalmente, uma impressora desse preço requer algum nivelamento de mesa, calibragem manual e talvez algumas melhorias. Mas, se tudo fosse automático, a Creality provavelmente colocaria a maioria das outras impressoras 3D fora do mercado.
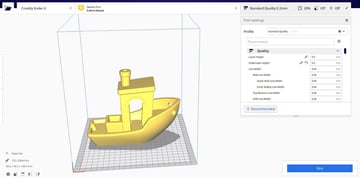
Para começar, o perfil padrão para a Ender 3 no Cura é definitivamente bom e a Ender 3 Pro também conta com o seu próprio perfil. Por isso, dependendo da máquina que você estiver usando, este é um bom ponto para começar. Até o momento, não há um perfil específico para a V2, mas é possível que a maioria das configurações para a Pro irá funcionar para a V2. Aqui está como acessar o perfil armazenado:
- Clique em “Ajustes > Impressora > Administrar impressoras”.
- Na caixa Preferências, clique em “Adicionar > Adicionar uma impressora local”.
- Deslize para baixo até “Creality3D”, expanda o menu e selecione Ender 3 ou Ender 3 Pro. Então clique em “adicionar”.
A partir daqui, você terá todas as configurações padrão a partir das quais pode construir um perfil de impressão perfeito. Naturalmente, você terá que adaptá-los a filamentos e a resoluções individuais. Por padrão, vamos construir esse perfil de impressão para PLA mas mencionando também as configurações para ABS e PETG.
Abaixo está um resumo rápido do perfil que recomendamos e o restante do artigo irá fornecer uma descrição detalhada de cada cenário.
Perfil de impressão perfeito para PLA
- Temperatura de impressão: 200 ºC
- Temperatura da mesa de impressão: 60 ºC
- Velocidade: 50 mm/s
- Altura de camada: 0,12 mm
- Retração: 6 mm a 25 mm/s
- Preenchimento: 20%
- Velocidade da camada inicial: 20 mm/s
- Velocidade inicial da ventoinha: 0%
Temperatura do hotend

Um dos ajustes mais importantes é a temperatura. Uma configuração incorreta de temperatura pode causar extrusão a mais ou a menos, ondulação e bolhas ou caroços. A maioria dos filamentos de PLA precisam de pelo menos 180 ºC para uma extrusão suave, podendo se esticar até 220 ºC antes que o excesso de extrusão se torne um problema.
As temperaturas ideais variam entre os materiais (ABS: 220 – 250 ºC, PETG: 220 – 245 ºC), mas a marca do filamento pode também fazer a diferença. Quando estiver experimentando um filamento novo, é uma ótima ideia imprimir uma torre de temperatura. De um modo geral, nós achamos que 200 ºC é uma boa temperatura média para o PLA.
Lembre-se: só altere um ajuste por vez quando estiver calibrando a sua Ender 3!
EM RESUMO
- PLA: 200 °C
- ABS: 230 °C
- PETG: 240 °C
Temperatura da mesa
A temperatura da mesa de impressão também depende muito do seu material. O PLA não requer de fato aquecimento (mas, ainda assim, se beneficia disso), especialmente se você utilizar algum material para conseguir adesão à mesa, tal como fita adesiva azul de pintores, laca ou cola. Idealmente, a temperatura da sua mesa de impressão precisa ser sempre maior do que a temperatura do ambiente.
A temperatura da mesa para o ABS precisa ser significantemente mais alta do que para o PLA, algo em torno de 110 °C. Se você for usar a Ender 3 para o ABS, então provavelmente irá precisar construir um gabinete fechado para a máquina e assim eliminar o excesso de resfriamento e evitar deformações e desgrudamento das camadas.
EM RESUMO
- PLA: 50 °C
- ABS: 110 °C
- PETG: 70 °C
Velocidade

Encontrar a velocidade perfeita de impressão tem tudo a ver com contrabalançar o tempo total de cada trabalho com a qualidade de impressão. À medida que a sua velocidade de impressão aumenta, infelizmente, a sua qualidade de impressão diminui. Isso porque um hotend se movimentando devagar em detalhes mais finos tem muito menos possibilidade de cometer algum erro. Por outro lado, ninguém quer esperar duas semanas para ter uma única impressão.
Em média, a maioria dos usuários imprime PLA entre 45 e 65 mm/s. Você pode aumentar essa velocidade utilizando o OctoPrint e um firmware alternativo como o Klipper ou Marlin. Nós recomendaríamos que comece com uma velocidade de 60 mm/s e vá diminuindo esse ajuste para impressões que requerem um nível maior de detalhe.
Materiais flexíveis devem ser impressos muito mais devagar. Uma velocidade de impressão de 20 a 40 mm/s aumentaria significativamente as suas chances de sucesso. O PETG é significantemente mais fibroso que o PLA e, para combater isso, você precisa baixar a sua velocidade de impressão para 20 mm/s ou algo assim. De 30 a 55 mm/s funciona bem. É melhor começar na escala mais baixa e ir aumentando.
Para impressões maiores que requerem menos detalhes, você pode aumentar a velocidade de impressão na sua Ender 3 a até 120 mm/s. Além disso, a velocidade de percurso (travel speed) pode ser aumentada até a 150 mm/s sem qualquer problema.
EM RESUMO
- PLA: 60 mm/s
- Materiais flexíveis (ex. TPU): 30 mm/s
- PETG: 40 mm/s
- ABS: 60 mm/s
- Velocidade de percurso: 150 mm/s
Altura de camada

Altura de camada poderia se chamar também detalhe, e o resultado seria o mesmo. Reduzir a altura de camada pela metade dobra a resolução da impressão. Ao reduzir pela metade a altura de camada, você estará encaixando o dobro de camadas em uma única impressão.
O outro lado de ter uma alta resolução é uma impressão significativamente mais lenta. Encontrar a combinação perfeita entre velocidade de impressão e a altura de camada é essencial para conseguir impressões em alta qualidade em intervalos de tempo menores.
A altura de camada pode se desdobrar em “números mágicos”. Os números mágicos são as alturas de camada que melhor funcionam com a Ender 3:
- 0,24 mm
- 0,20 mm
- 0,16 mm
- 0,12 mm
- 0,08 mm
Você já deve ter percebido que os números mágicos são todos múltiplos de 0,04 mm. Em termos simples, isso se explica porque o motor de passo do eixo Z da Ender 3 eleva o hotend 0,04 mm por passo.
EM RESUMO
- Detalhe fino, devagar: 0,12 mm
- Detalhe grosso, rápido: 0,20 mm
Retração
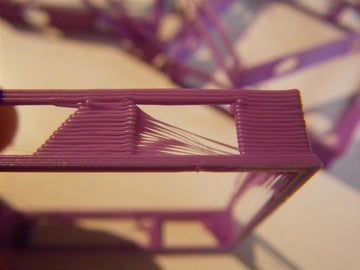
Essencialmente, a retração é uma ferramenta que inverte o motor da extrusora para aliviar a pressão sobre o bico durante o percurso percorrido pelo bico entre uma linha e outra (também conhecido como travel). Espera-se assim que, sem pressão sobre o bico, nenhum excesso de material seja extrudido sobre a impressão.
A retração é a sua melhor arma para evitar ozzing (derramamento de filamento derretido) e impressões desfiadas. A retração se subdivide em dois ajustes principais: distância da retração e velocidade de retração.
Durante algum tempo foi difícil encontrar o cenário perfeito e a Ender 3 acabou por ser conhecida pelas suas impressões esfiapadas. Mas isso ficou bem no passado e os usuários online têm agora o que parece ser o ajuste de retração perfeito para PLA: uma distância de 6 mm a uma velocidade de 25 mm/s.
O PETG prefere contudo uma distância de retração menor, idealmente por volta de 4 mm. O ABS, por sua vez, se beneficia com uma distância de retração de 6 mm, mas uma retração mais rápida de 40 mm/s. É boa uma ideia mexer um pouco nessas configurações até encontrar uma que seja a melhor para você. Para isso, você pode encontrar impressões de teste para retração no Thingiverse.
EM RESUMO
- PLA: 6 mm a 25 mm/s
- PETG: 4 mm a 25 mm/s
- ABS: 6 mm a 40 mm/s
Preenchimento (infill)
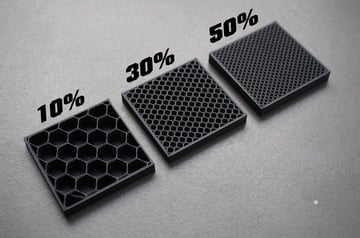
O preenchimento afeta tanto a resistência quanto o peso da sua impressão. Não há um ajuste perfeito para o preenchimento, pois depende puramente dos propósitos da impressão. Para impressões leves, decorativas, você pode baixar o preenchimento para 5% ou 10%. Isso irá diminuir o tempo de impressão e tornar o produto significativamente mais leve.
Para impressões funcionais, você irá precisar aumentar o ajuste do preenchimento para aumentar a resistência e a durabilidade. Qualquer ajuste entre 20% e 60% é ideal. Algumas impressões irão requerer mesmo 100% de preenchimento.
EM RESUMO
- Impressões decorativas: 10%
- Impressões standard: 20%
- Impressões funcionais: 40%
Primeira camada
Garantir que a sua primeira camada se fixa efetivamente à mesa é fundamental para uma boa qualidade de impressão. Uma fraca adesão à mesa fará com que uma impressão falhe quase sempre. Por isso, você deve alterar as configurações da camada inicial para garantir que a impressão não irá delaminar durante a impressão, o que desperdiça um tempo e uma quantidade de filamento significativos.
A altura da primeira camada pode ser aumentada para 0,20 mm ou 0,24 mm para oferecer uma primeira camada mais grossa e melhorar a adesão à mesa de impressão. A velocidade das primeiras camadas (nós recomendamos que sejam 5) também precisa ser levemente menor do que a velocidade normal de impressão. Uma velocidade menor oferece mais tempo para que as primeiras camadas se colem entre si e criem aderência com a mesa de impressão.
Diminuir a velocidade da primeira camada não afeta drasticamente o tempo total de impressão, uma vez que apenas poucas camadas terão a sua velocidade reduzida. Achamos que 30 mm/s é uma velocidade ideal para a primeira camada. Reduza este tempo caso tenha problemas com a adesão das impressões. Por fim, a velocidade inicial da ventoinha deve ser ajustada para 0%. O resfriamento excessivo das primeiras camadas pode fazer com que as suas impressões se encolham ou se deformem e, consequentemente, se desprendam da mesa de impressão.
EM RESUMO
- Altura da camada inicial: 0,20 mm; 0,24 mm
- Velocidade da camada inicial: 30 mm/sec; diminua mais se houver problemas
- Número de camadas iniciais: 5
- Velocidade inicial da ventoinha: 0%